ฟองอากาศไม่เสถียร
การเป่าฟองอากาศที่ไม่เสถียรอาจเกิดจากปัจจัยหลายประการ รวมถึงอากาศที่เย็น การไหลของอากาศในสิ่งแวดล้อม และ B.U.R. นี่คือการตรวจสอบและวิธีแก้ไขที่พบบ่อย:
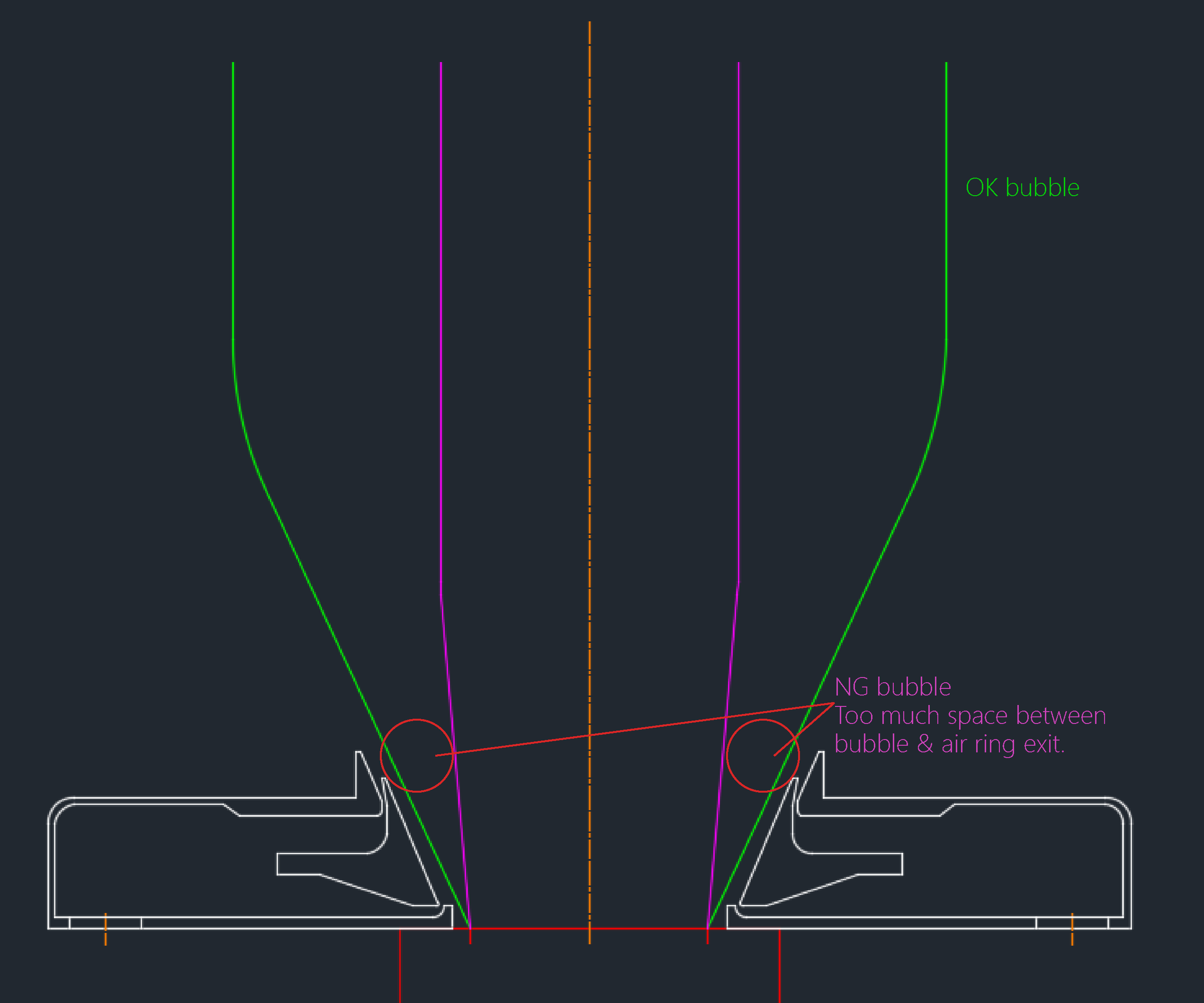
ตำแหน่งการออกของวงแหวนอากาศ:
ตรวจสอบว่าตำแหน่งการออกของแหวนอากาศได้เปลี่ยนไปหรือไม่ ตรวจสอบให้แน่ใจว่าอากาศไหลเวียนอย่างสม่ำเสมอและความสูงของริมฝีปากถูกปรับอย่างถูกต้องเพื่อให้ได้แรงดันอากาศที่เหมาะสม แหวนอากาศใช้หลักการของเวนทูรี สร้างผลกระทบสูญญากาศเพื่อทำให้ฟองอากาศมีเสถียรภาพ หากการไหลของอากาศเพิ่มขึ้น ฟองอากาศสามารถมีเสถียรภาพได้ แต่ควรหลีกเลี่ยงการสัมผัสกับผนังเพื่อป้องกันรอยขีดข่วน.
การรบกวนการไหลของอากาศภายนอก:
ตรวจสอบการรบกวนของอากาศรอบข้างและลดมันให้มากที่สุด.
ความแข็งแรงของการหลอมต่ำเกินไป:
เพิ่มอุณหภูมิในการหลอม, ใช้วัสดุ MFI ที่ต่ำกว่า, และเพิ่มเนื้อหา LDPE เพื่อปรับปรุงความแข็งแรงในการหลอม.
B.U.R. สูงเกินไป:
ลด B.U.R. โดยการเพิ่มขนาดหัวตายเพื่อให้ได้อัตราส่วนที่เหมาะสม.
การผลิตเกินขนาด:
ลดปริมาณการผลิตเพื่อหลีกเลี่ยงการกดดันฟิล์มมากเกินไป.
การพุ่งของเครื่องอัดรีด:
โปรดดูวิธีแก้ปัญหาสำหรับการพุ่งของเครื่องอัดรีดด้านล่างสำหรับรายละเอียดเพิ่มเติม.
- ผลิตภัณฑ์ที่เกี่ยวข้อง

- ดาวน์โหลดไฟล์