不安定なバブル
不安定なバブルブローイングは、冷却空気、環境の気流、B.U.R.など、さまざまな要因によって引き起こされる可能性があります。以下は一般的なチェックと解決策です:
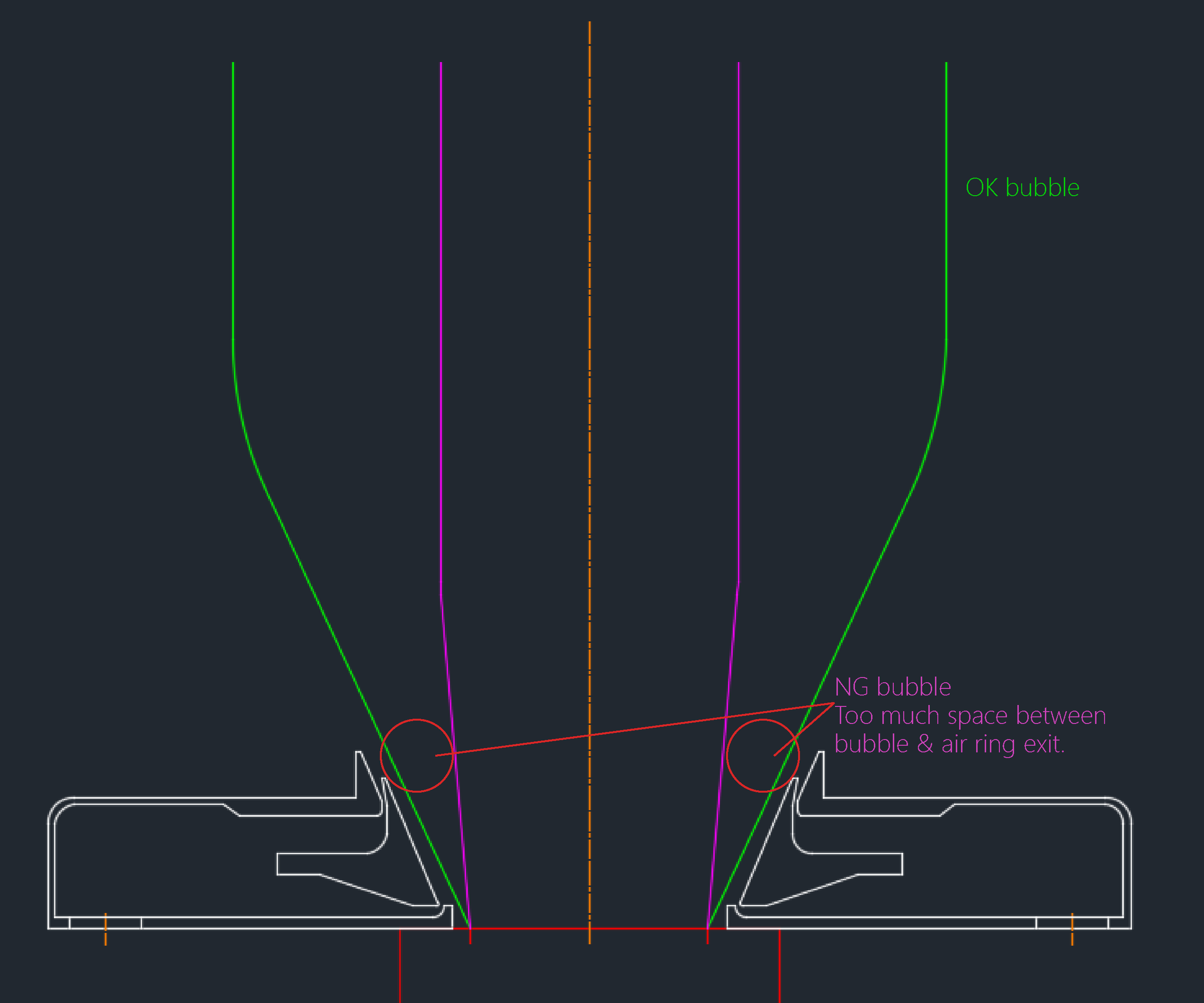
エアリング出口位置:
エアリングの出口位置がずれていないか確認してください。気流が均一であること、リップの高さが最適な空気圧に調整されていることを確認してください。エアリングはベンチュリ原理を使用しており、バブルを安定させるために真空効果を生み出します。気流が増加するとバブルが安定しますが、傷を防ぐために壁に接触しないようにしてください。
周囲の空気の流れの干渉:
周囲の空気の乱れを確認し、それを最小限に抑えます。
溶融強度が低すぎる:
溶融温度を上げ、MFIの低い材料を使用し、LDPEの含有量を増やして溶融強度を改善します。
B.U.R.が高すぎる:
ダイヘッドのサイズを大きくしてB.U.R.を減少させ、最適な比率を達成します。
出力過剰:
フィルムの過圧を避けるために出力量を減らします。
押出機のサージ:
詳細については、以下の押出機のサージに関する解決策を参照してください。
- 関連商品
- ファイルダウンロード
